|
|
পণ্যের বিবরণ:
|
| উপাদান: | AISI 440C, একটি মার্টেনসিটিক স্টেইনলেস স্টিল | ||
|---|---|---|---|
| বিশেষভাবে তুলে ধরা: | মার্টেনসিটিক স্টেইনলেস স্টীল,উচ্চ কার্যক্ষমতার মিশ্রণ,মহাকাশের জন্য স্টেইনলেস স্টীল উজ্জ্বল বার |
||
1টি পণ্য
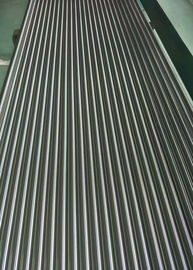
বিশ্বের প্রথম calss মানের স্টেইনলেস স্টীল AISI 440C (UNS S44004) উজ্জ্বল বার যেমন উইং ওয়েভ জেনারেটর যন্ত্রাংশ
2 সমতুল্য পদবী
UNS S44004, X105CrMo17, W.Nr.1.4125, SUS 440C, 9Cr18Mo, 102Cr17Mo, SAE 51440C
3 ওভারভিউ
AISI 440C স্টেইনলেস হল একটি মার্টেনসিটিক স্টেইনলেস স্টীল যার উচ্চ কার্বন এবং ক্রোমিয়াম সামগ্রী রয়েছে এবং সর্বোচ্চ কঠোরতা সহ স্টেইনলেস বৈশিষ্ট্য প্রদানের জন্য ডিজাইন করা হয়েছে।এটি প্রাথমিকভাবে একটি ভারবহন ইস্পাত হিসাবে ব্যবহৃত হয়েছে, এবং এটি শক্ত প্লাস টেম্পারড অবস্থায় ব্যবহৃত হয়।যখন তাপ-চিকিত্সা করা হয়, 440C স্টেইনলেস যেকোনো স্টেইনলেস স্টিলের সর্বোচ্চ কঠোরতা অর্জন করে (প্রায় Rockwell C 60)।
তাপ চিকিত্সার পরে, এটি সমস্ত স্টেইনলেস অ্যালোয়ের সর্বোচ্চ শক্তি, কঠোরতা এবং পরিধান প্রতিরোধ ক্ষমতা অর্জন করতে সক্ষম।অস্টেনিটিক গ্রেডের তুলনায়, 440C-এর মাঝারি জারা প্রতিরোধ ক্ষমতা রয়েছে, যা 304-এর সাথে তুলনীয়। স্টেইনলেস স্টীল প্লেটের এই গ্রেডকে তাপ চিকিত্সার মাধ্যমে শক্ত করা যেতে পারে, তবে অ্যানিলেড অবস্থায় মেশিন করা পছন্দনীয় এবং একবার শক্ত হয়ে গেলে এটি অত্যন্ত কঠিন হয়ে যায়।
হার্ডেনিং এবং পলিশিংয়ের মাধ্যমে সর্বোচ্চ প্রতিরোধ ক্ষমতা অর্জন করা যায় এবং 440C স্টিলের বৈশিষ্ট্য এটিকে ছুরির ব্লেড এবং অস্ত্রোপচারের ব্লেডের মতো কাটিং যন্ত্রের জন্য আদর্শ করে তোলে।এই গ্রেড, একবার শক্ত হয়ে গেলে, একটি ধারালো প্রান্ত ধরে রাখে এবং ক্ষয় প্রতিরোধ করে এবং কাছাকাছি আয়না ফিনিশ পর্যন্ত পালিশ করা যেতে পারে।এর দৃঢ়তা এবং পরিধান প্রতিরোধ করার ক্ষমতা 440C স্টেইনলেস স্টিলকে চিসেল এবং বল বিয়ারিংয়ের মতো সরঞ্জামগুলির জন্য একটি ভাল পছন্দ করে তোলে।
4 সুবিধা
(1) বিশ্বমানের শীর্ষ মানের
(2) অতি উচ্চ বিশুদ্ধ (উদাহরণস্বরূপ অক্সিজেন 8ppm থেকে কম)
অতি-উচ্চ বিশুদ্ধতা গলানোর প্রক্রিয়া VIM + IG-ESR + VAR
(3) অতি-উচ্চ শক্তি (উদাহরণস্বরূপ 1400MPa-এর বেশি শক্তি ফলন)
5 কী অ্যাপ্লিকেশন
এয়ারক্রাফ্ট উইং ওয়েভ জেনারেটরের মতো মূল উপাদানগুলির চাহিদাযুক্ত উচ্চ-শেষের সরঞ্জামগুলির জন্য যা কঠোর কাজের অবস্থার অধীনে অতি উচ্চ বিশুদ্ধতা এবং অতি উচ্চ শক্তির অনুরোধ করে।
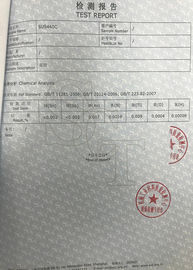
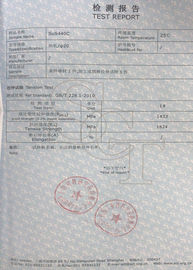
রেফারেন্স জন্য পরীক্ষা রিপোর্ট উপরে.
6 রাসায়নিক রচনা (wt%):
| ফে | ক্র | মো | গ | Mn | সি | পৃ | এস |
| ভারসাম্য | 16.0-18.0 | 0.40-0.80 | 0.95-1.20 | ≤1.0 | ≤1.0 | ≤0.040 | ≤0.030 |
7ভৌত সম্পত্তি
ঘনত্ব: 7.62 গ্রাম/সেমি3(0.275lb/in3)
গড় নির্দিষ্ট তাপ 32 থেকে 212° ফারেনহাইট: 0.11 Btu/lb/°F
তাপ সম্প্রসারণের গড় সহগ 32 থেকে 212°F: 5.60 x 10-6ইন/ইন/°ফা
তাপ পরিবাহিতা: 212°F, 168.0 BTU-in/hr/ft²/°F
স্থিতিস্থাপকতার মডুলাস 29.0 x 103ksi
বৈদ্যুতিক প্রতিরোধ ক্ষমতা70°F: 361.0 ohm-cir-mil/ft
8গক্ষয় প্রতিরোধ
স্টেইনলেস স্টীল 440C অনেক পেট্রোলিয়াম পণ্য এবং জৈব উপকরণ সহ সাধারণ গার্হস্থ্য পরিবেশ এবং খুব হালকা শিল্প পরিবেশে ক্ষয় প্রতিরোধ করে।
এই গ্রেডটি শক্ত প্লাস টেম্পার্ড অবস্থায় ব্যবহার করা হয়।ভাল কার্বাইড সমাধান নিশ্চিত করতে 2000ºF (1093ºC) থেকে শক্ত হয়ে সর্বোত্তম জারা প্রতিরোধের প্রাপ্ত হয়।
যাইহোক, অতিরিক্ত শস্য মোটা হওয়া এড়াতে 2000ºF (1093ºC) সময় কমানোর জন্য যত্ন নেওয়া উচিত।সর্বোত্তম জারা প্রতিরোধের জন্য, টেম্পারিং তাপমাত্রা প্রায় 800ºF (427ºC) এর নিচে হওয়া উচিত।
সর্বোত্তম জারা প্রতিরোধের জন্য, পৃষ্ঠগুলিকে স্কেল, লুব্রিকেন্ট, বিদেশী কণা এবং অঙ্কন এবং শিরোনামের জন্য আবরণমুক্ত হতে হবে।অংশগুলি তৈরি করার পরে, পরিষ্কার এবং/অথবা প্যাসিভেশন বিবেচনা করা উচিত।
9টি যান্ত্রিক বৈশিষ্ট্য
সাধারণ ঘরের তাপমাত্রা যান্ত্রিক বৈশিষ্ট্য
শক্ত 1900°F(1038°C), তেল নিভিয়ে ফেলা, টেম্পারড 600°F(316°C)
| 0.2% ফলন শক্তি | চরম প্রসারনযোগ্য শক্তি | 2" (50.8 মিমি) মধ্যে % বৃদ্ধি | % এলাকা হ্রাস | ব্রিনেল কঠোরতা | ||
| ksi | এমপিএ | ksi | এমপিএ | |||
| 275 | 1896 | 285 | 1965 | 2 | 10 | 580 |
সাধারণ কঠোরতা
1” (25.4 মিমি) বৃত্তাকার, শক্ত 1900° ফারেনহাইট (1038°C), তেল নিভিয়ে, এবং এক ঘন্টা টেম্পারড।
সর্বোত্তম জারা প্রতিরোধের জন্য, 800°F (427°C) এর উপরে মেজাজ করবেন না
![]()
10 মেশিন এবং গঠন
গরম কাজ
এই ইস্পাত উচ্চ গতির টুল ইস্পাত মত পরিচালনা করা উচিত.1400/1500ºF (760/816ºC) এ প্রিহিট করুন, তারপর ধীরে ধীরে এবং সমানভাবে 1900/2100ºF (1038/1149ºC) এ গরম করুন।1700ºF (927ºC) এর নিচে জাল করবেন না এবং যতবার প্রয়োজন ততবার পুনরায় গরম করুন।সম্ভব হলে চুল্লিতে বা উষ্ণ শুকনো চুন বা ছাইয়ে ঠান্ডা করুন।ফরজিং পরে অ্যানিল;অ্যানিলিং করার আগে ঘরের তাপমাত্রায় ঠান্ডা করুন।
ঠান্ডা কাজ
যদি সর্বাধিক স্নিগ্ধতার জন্য annealed করা হয়, এই ইস্পাত মাঝারি ঠান্ডা গঠিত বা মাথা হতে পারে.
যন্ত্রশক্তি
বেশিরভাগ মেশিনিং ক্রিয়াকলাপের জন্য, এই ইস্পাতটি মৃত নরম অ্যানিলেড অবস্থায় সবচেয়ে ভাল কাটে।এর উচ্চ কার্বন সামগ্রীর কারণে এটি মেশিন কিছুটা উচ্চ-গতির ইস্পাতের মতো।যেহেতু চিপগুলি শক্ত এবং স্ট্রিং, চিপ কার্লার এবং ব্রেকারগুলি গুরুত্বপূর্ণ।
11 হিট ট্রিটমেন্ট
অ্যানিলিং
সর্বাধিক স্নিগ্ধতার জন্য, এই ইস্পাতটিকে 1550/1600ºF (843/871ºC) সমানভাবে উত্তপ্ত করা উচিত।চুল্লিতে খুব ধীরে ধীরে ভিজিয়ে ঠান্ডা করুন।ব্রিনেল কঠোরতা প্রায় 223. মধ্যবর্তী বা প্রক্রিয়া অ্যানিলিং ট্রিটমেন্ট-তাপ সমানভাবে 1350/1400ºF (732/760ºC)।বাতাস ঠান্ডা।ব্রিনেলের কঠোরতা প্রায় 255।
শক্ত করা
তাপ 1850/1950ºF (1010/1066ºC);ভিজিয়ে রাখাউষ্ণ তেলে বা বাতাসে ঠাণ্ডা করে।অতিরিক্ত গরম করবেন না।অতিরিক্ত গরম হলে, সম্পূর্ণ কঠোরতা পাওয়া যাবে না।জারা প্রতিরোধের অধীনে মন্তব্য দেখুন.
টেম্পারিং
আনুমানিক রকওয়েল সি 60 এর কঠোরতা প্রাপ্ত করা হবে।সর্বোচ্চ চাপ দূর করতে এবং সর্বোচ্চ কঠোরতা বজায় রাখতে, 300/350ºF (149/177ºC) তাপমাত্রায় কমপক্ষে এক ঘণ্টা মেজাজ করুন।
12 ব্যবসায়িক মেয়াদ
| ন্যূনতম চাহিদার পরিমাণ | আলোচনা সাপেক্ষ |
| দাম | আলোচনা সাপেক্ষ |
| প্যাকেজিং বিবরণ | জল প্রতিরোধ, সমুদ্র উপযোগী পরিবহন, মিল এর এক্সপোর্ট স্ট্যান্ডার্ড প্যাকিং |
| মার্ক | অর্ডার অনুযায়ী |
| ডেলিভারি সময় | 60-90 দিন |
| পরিশোধের শর্ত | T/T, L/C দৃষ্টিতে, D/P |
| যোগানের ক্ষমতা | প্রতি মাসে 100 মেট্রিক টন |
ব্যক্তি যোগাযোগ: Mr. lian
টেল: 86-13913685671
ফ্যাক্স: 86-510-86181887